
Dunia arsitektur modern terus berkembang demi menghadirkan bangunan yang inklusif untuk semua kalangan. Salah satu elemen penting yang menghubungkan estetika desain dengan fungsi struktural adalah ramp atau jalan landai. megabaja.co.id

Ramp baja sering dipilih untuk kebutuhan komersial, industri, hingga fasilitas publik karena proses pembuatannya yang relatif cepat serta kekuatannya yang andal.
Namun, pembuatan jalan landai ini tidak boleh dilakukan secara sembarangan. Proses pengelasan yang tidak presisi dapat mengurangi daya dukung beban dan membahayakan keselamatan pengguna.
Kita perlu memahami metode yang tepat agar struktur ini memiliki usia pakai yang panjang.
Urgensi Pemilihan Material dan Persiapan Awal
Langkah pertama dalam fabrikasi ramp adalah menentukan jenis material logam yang sesuai dengan beban rencana. Untuk area yang dilalui kendaraan berat atau aktivitas bongkar muat, kombinasi baja WF atau H-beam sangat direkomendasikan sebagai rangka utama.
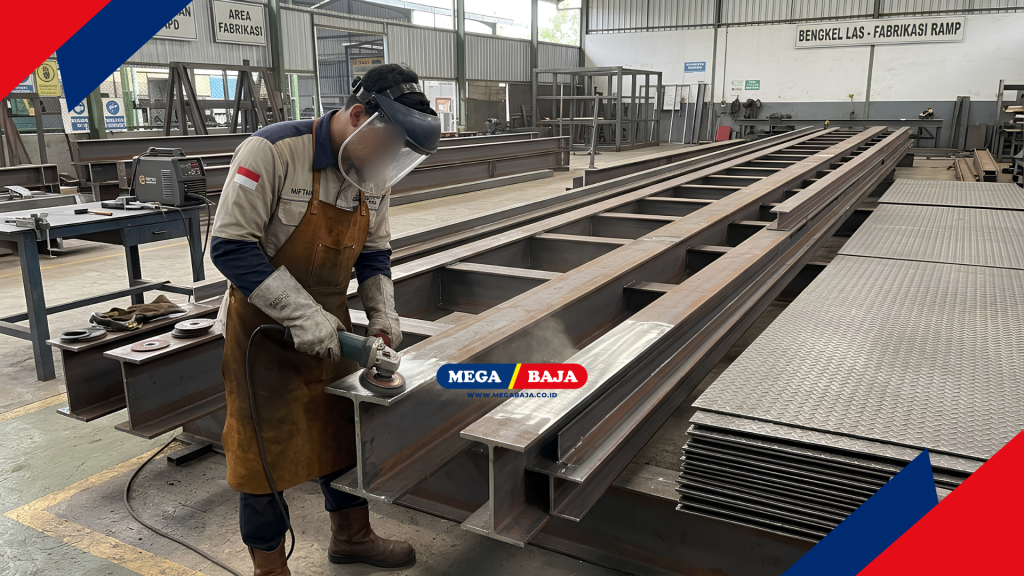
Sedangkan untuk permukaan pijakan, pelat bordes dengan motif anti-slip menjadi pilihan terbaik untuk mencegah slip. Sebelum busur las dinyalakan, kebersihan permukaan material menjadi kunci utama kekuatan sambungan.
Karat, sisa cat, dan minyak yang menempel pada baja harus dibersihkan secara menyeluruh menggunakan gerinda. Saya, Miftah, selalu mempelajari bahwa kontaminasi sekecil apa pun pada area sambungan dapat memicu cacat porositas yang melemahkan struktur las.
Memahami Teknik Pengelasan untuk Struktur Kokoh
Proses pengelasan di lapangan biasanya mengandalkan metode SMAW karena fleksibilitasnya di area terbuka. Sementara itu, untuk fabrikasi komponen handrail atau pegangan di dalam bengkel, pengelasan GMAW atau MIG lebih disukai karena menghasilkan manik las yang lebih bersih dan estetis.

Pemilihan metode ini sangat memengaruhi hasil akhir visual arsitektur ramp tersebut.
Saat melakukan penyambungan, penggunaan spacer atau potongan besi sisa sangat membantu dalam menjaga konsistensi jarak antar-komponen. Panas yang dihasilkan oleh busur las dapat menyebabkan distorsi atau perubahan bentuk pada pelat baja. Dengan menggunakan spacer yang tepat, sudut kemiringan ramp akan tetap presisi sesuai cetak biru perencanaan.
Tabel Analisis Spesifikasi Parameter Pengelasan Ramp
| Ketebalan Material (mm) | Jenis Elektroda | Estimasi Arus (Ampere) | Fungsi Struktural |
| 3 – 5 | E6013 / E7016 | 80 – 120 | Komponen Handrail dan Pagar Pembatas |
| 6 – 10 | E7018 | 140 – 180 | Pelat Bordes Lantai Ramp |
| > 12 | E7018 | 200 – 260 | Rangka Utama (WF / H-Beam) |

Ketangguhan sambungan ini sangat krusial, mengingat ramp akan terus-menerus menerima beban kejut dari kendaraan yang melintas.
Pengaturan kuat arus saat fabrikasi atau amperage juga harus disesuaikan secara cermat dengan ketebalan material yang dilas. Sebagai acuan kasar dalam dunia konstruksi, setiap 1 Ampere arus umumnya digunakan untuk ketebalan material sekitar 0.025 hingga 0.03 mm.
Arus yang terlalu rendah akan menyebabkan penetrasi las kurang sempurna, sedangkan arus terlalu besar bisa menjebol pelat baja.
Proses Pembersihan dan Finishing Akhir
Setelah proses pengelasan selesai, lapisan terak atau slag yang menyelimuti hasil lasan harus segera dibersihkan. Anda bisa menggunakan palu ketok dan sikat baja untuk merontokkannya setelah kondisi material mulai mendingin. Pemeriksaan visual secara detail dilakukan pada tahap ini untuk memastikan tidak ada retak rambut atau takikan (undercut).
Bekas lasan yang menonjol pada area yang sering disentuh, seperti handrail, harus diratakan menggunakan gerinda flap disc. Permukaan yang halus akan memberikan kenyamanan dan keamanan ekstra bagi para pengguna fasilitas. Desain yang ramah pengguna merupakan cerminan dari perencanaan arsitektur yang matang.
Proteksi Korosi untuk Keamanan Jangka Panjang

Ramp yang diletakkan pada area luar ruangan atau luar bangunan sangat rentan terhadap paparan cuaca dan kelembapan.
Oleh karena itu, langkah proteksi karat mutlak diperlukan untuk menjaga integritas struktural baja. Metode hot dip galvanization memberikan perlindungan paling optimal karena melapisi seluruh permukaan baja hingga ke bagian sudut terdalam.
Jika metode galvanis tidak memungkinkan, pelapisan secara manual dengan cat dasar zinc chromate dapat menjadi alternatif yang baik. Setelah cat dasar mengering, barulah diaplikasikan cat akhir (top coat) dengan warna yang sesuai dengan tema arsitektur bangunan. Jika Anda membutuhkan informasi lebih lanjut mengenai spesifikasi produk, harga terbaru, atau ketersediaan material, silakan mengunjungi Official Mega Baja officialmegabaja.com. Untuk konsultasi kebutuhan proyek maupun informasi titik distribusi, WhatsApp Customer Service siap dihubungi 082133558474.
Tabel Perbandingan Metode Proteksi Permukaan Ramp
| Metode Proteksi | Ketahanan Korosi | Perkiraan Biaya | Aplikasi Arsitektur |
| Hot Dip Galvanis | Sangat Tinggi (10-20 Tahun) | Lebih Tinggi | Area Industri & Outdoor Ekstrem |
| Cat Zinc Chromate | Sedang (3-5 Tahun) | Ekonomis | Area Semi-Outdoor & Komersial |
| Tanpa Lapisan | Sangat Rendah (< 1 Tahun) | Tanpa Biaya | Tidak Direkomendasikan |
Kesimpulan Akhir
Fabrikasi ramp baja yang aman dan berdaya tahan tinggi membutuhkan sinergi antara pemilihan material yang tepat, teknik pengelasan yang presisi menggunakan elektroda struktural, serta proteksi anti-korosi yang optimal guna menghasilkan elemen arsitektur yang fungsional bagi mobilitas publik. Semoga setiap proyek konstruksi yang sedang dikerjakan dapat berjalan dengan lancar, menghasilkan bangunan yang kokoh, serta memberikan manfaat yang luas bagi kenyamanan masyarakat.